
Kupinza simbi kwave kuri musimboti wekugadzira, kuvaka, uye kugadzirisa kwemakumi emakore. Kubva pakuvaka zvivako zvakakura kusvika pakubatanidza zvishandiso zvekurapa, tekinoroji yekupinza simbi iri kuramba ichichinja. Nhasi, nepo nzira dzechinyakare dzekupinza simbi dzichiri kukosha,welding nelaseriri kukurumidza kutariswa nekuda kwekururama kwayo uye kushanda kwayo zvakanaka.
Mublog rino, tichakurukura nezveMhando 5 dzakajairika dzekusontauye tsananguranei laser welding iri kuwedzera kufarirwa mumaindasitiri akasiyana-siyana.
1. Kuwedera kwesimbi yakadzivirirwa (SMAW)
Inozivikanwawo sekusona tsvimbo, SMAW ndeimwe yenzira dzekare uye dzinonyanya kushandiswa pakuwelda. Inoshandisa electrode inodyiwa yakaputirwa neflux kugadzira weld.
-
Zvakanakira:Yakachipa, inotakurika, inoshanda zvakanaka panze.
-
Miganhu:Maitiro anononoka, asina kunyatsojeka, anogadzira tsvina yakawanda.

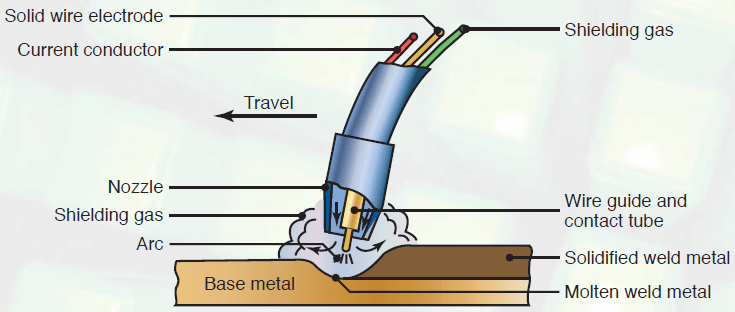
2. Kuwedera kweArc yeSimbi yeGasi (GMAW/MIG)
Kubatanidza MIG kunoshandisa waya yemagetsi negasi rinochengetedza simbi kuti pave nesimbi yakachena. Inowanzoshandiswa mumotokari, kugadzira, uye kuvaka.
-
Zvakanakira:Inokurumidza, iri nyore kudzidza, inogadzira ma weld akachena kupfuura SMAW.
-
Miganhu:Inononoka kumhepo uye inoda gasi rekudzivirira.
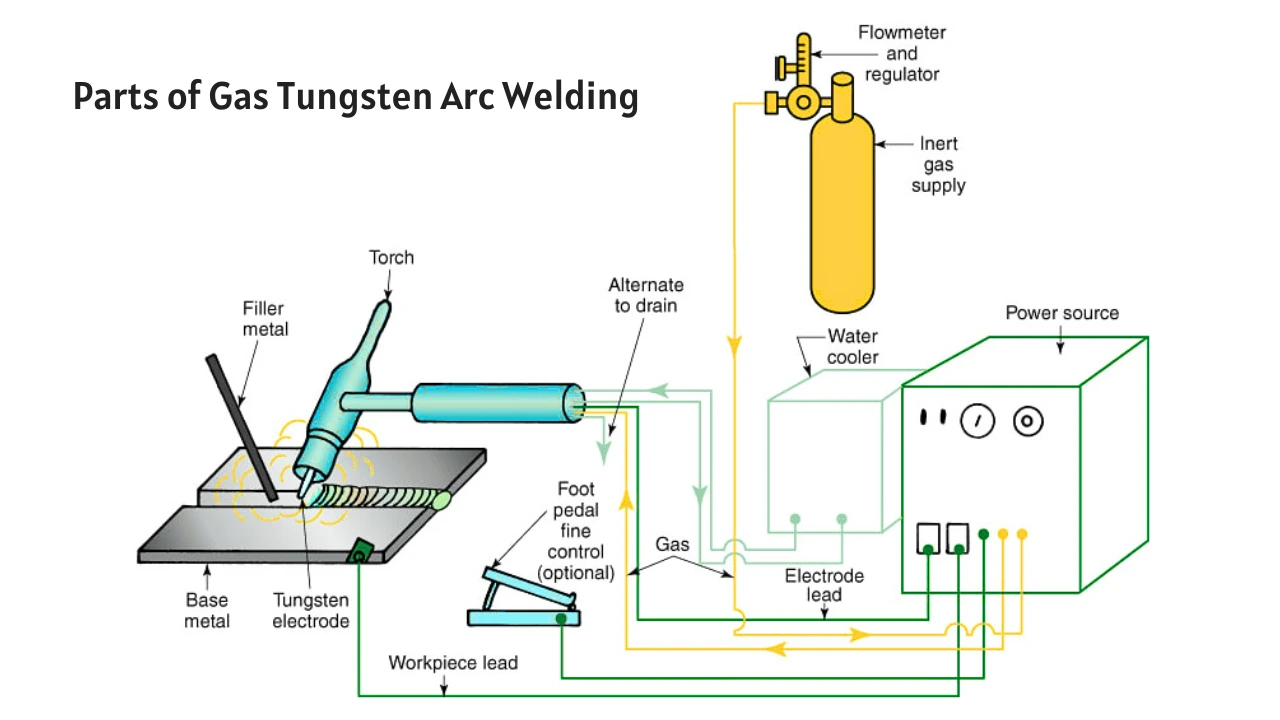
3. Gasi Tungsten Arc Welding (GTAW/TIG)
Kubatanidza TIG kunoshandisa tungsten electrode negasi risina simba, zvichipa ma welds akanyatsonaka uye emhando yepamusoro. Yakanakira simbi dzakatetepa uye mashandisirwo emuchadenga.
-
Zvakanakira:Kunyatsoshanda, kupinza kwakasimba uye kwakachena, hapana kusvibisa.
-
Miganhu:Zvinononoka, zvinoda hunyanzvi hwakawanda, uye mutengo wakakwira.
4. Kukwesha Arc neFlux-Cored (FCAW)
Zvakafanana nekuwelding kweMIG, asi inoshandisa waya yakazadzwa neflux panzvimbo pewaya yakasimba ine gasi rekudzivirira. Inowanzoshandiswa mukuvaka zvinhu zvinorema uye kuvaka ngarava.
-
Zvakanakira:Inoshanda panze, ine mwero wepamusoro wekuiswa kwemafuta, yakanaka pakushandisa zvinhu zvakakora.
-
Miganhu:Inogadzira utsi hwakawanda uye inoda kucheneswa mushure mekusveta.

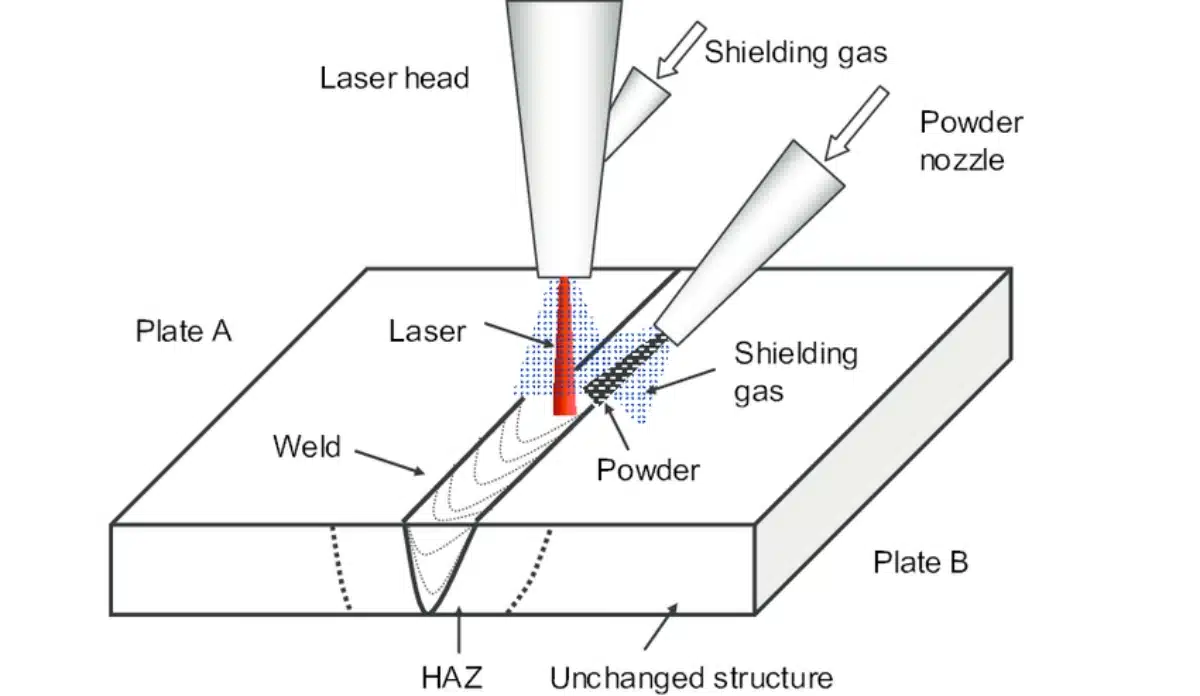
5. Kushongedza neLaser
Kubatanidza simbi kana mapurasitiki nelaser kunoshandisa laser beam ine simba guru. Kusiyana nekusanganisa arc, kunopa kupisa munzvimbo yakamanikana uye chaiyo.
-
Zvakanakira:Kukanganisa kwakanyatsojeka, kushoma, kuchinjika nekukurumidza, kwakakodzera kushandiswa otomatiki.
-
Miganhu:Mutengo wemidziyo wakakwira, zvinoda matanho ekuchengetedza pakubata nelaser.
Sei Kushongedza NeLaser Kuri Kuwedzera Kufarirwa?
Kunyange hazvo nzira dzechinyakare dzekunamira dzichiri kukosha, maindasitiri ari kuchinja achienda kuwelding nelasernekuda kwezvikonzero zvakati wandei:
-
Kunyatsojeka & Hunhu– Kupinza neLaser kunoita kuti pave nekupinza kwakamanikana, kwakadzika uye nzvimbo dzisinganyanyi kukanganiswa nekupisa, zvichideredza kukanganiswa kwechinhu uye zvichivandudza kunaka kwechigadzirwa.
-
Kumhanya & Kushanda Zvakanaka– Kuwedera kwelaser otomatiki kunogona kukurumidza ka2–10 kupfuura nzira dzemazuva ose, uye kwakanakira kugadzirwa kwesimbi dzakawanda.
-
Kuchinja-chinja- Inoshanda pasimbi, alloys, uye kunyange mapurasitiki, zvichiita kuti ive yakakurumbira mumagetsi, zvishandiso zvekurapa, uye maindasitiri emotokari.
-
Yagadzirira Kuzvigadzira Otomatiki- Kushongedza neLaser kunobatanidzwa zviri nyore nemichina yeCNC nemarobhoti, zvichitsigira kugadzirwa kwakangwara.
-
Mari Dzinodhura Nguva Refu– Kunyangwe mari yekutanga yakakwira, mitengo yakaderera yevashandi, kugadzirwa nekukurumidza, uye zvikanganiso zvishoma zvinoguma nekuchengetedza kwenguva refu.
Mhedziso
Tekinoroji yekuwedera iri kuramba ichichinja kubva pakushandisa nzira dzechinyakare dzestick neMIG kuenda pakushandisa nzira dzepamusoromhinduro dze laser weldingKunyange zvazvo mhando yega yega yekunamira ine nzvimbo yayo,Kukwesha nelaser kwava kukurumidza kuva nzira inoshandiswa nemaindasitiri anoda kurongeka, kushanda zvakanaka, uye kukura..
Kana bhizinesi rako richida ma welds anokurumidza, emhando yepamusoro asina kukanganiswa zvakanyanya,Kukwesha nelaser ndiyo sarudzo yakangwara yeramangwana.
Nguva yekutumira: Gunyana-30-2025
